Gulf Land Integrated Investment co

Conveyor belts are essential in heavy industries such as steel production, power generation, oil refining, and petrochemicals. These systems transport raw materials, fuels, and finished products with efficiency and safety, ensuring smooth operations. Selecting the right conveyor belt improves productivity, minimizes downtime, and reduces overall maintenance costs.
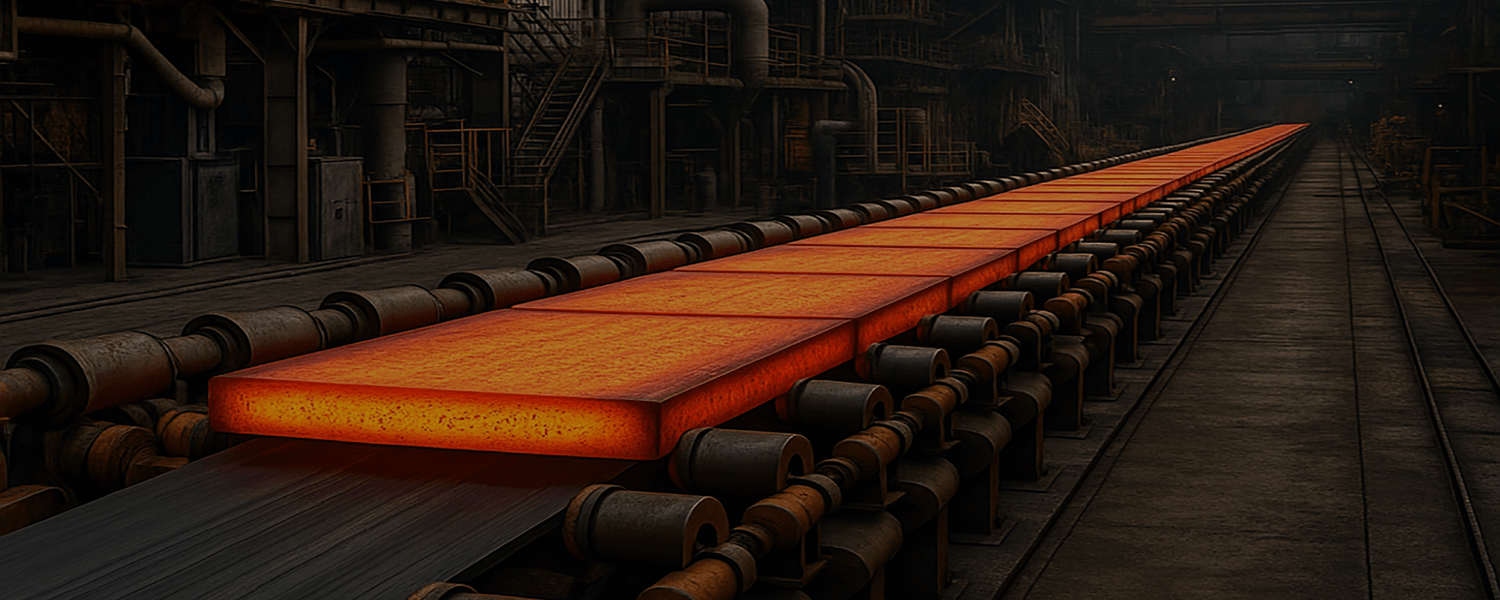
Steel plants operate under extreme conditions where conveyor belts handle hot, heavy, and abrasive materials.


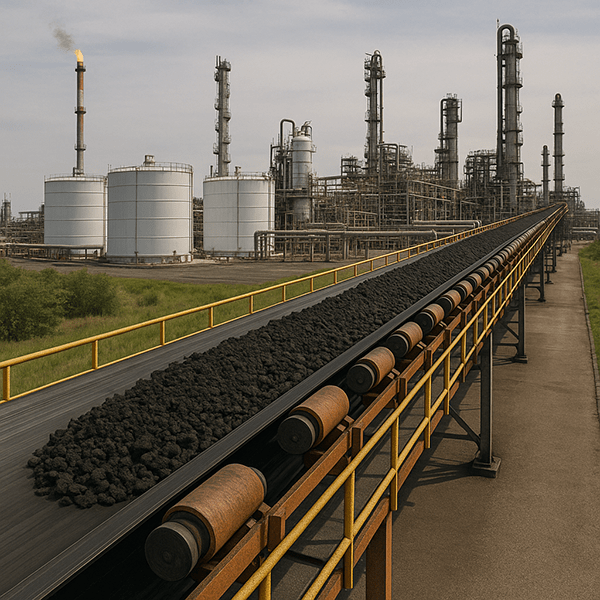
Power generation facilities rely on conveyor belts for continuous bulk fuel supply.
In refineries and petrochemical plants, conveyor belts move chemicals, bulk liquids, and by-products.
When choosing a conveyor belt for heavy industry, consider:
Conveyor belts are indispensable in steel, power, oil, and petrochemical industries. The right selection—whether heat-resistant, fire-resistant, or oil-resistant—ensures reliable performance and maximum safety. Working with trusted suppliers guarantees durability, cost-effectiveness, and compliance with industry standards.